Advanced Security and Protection Features
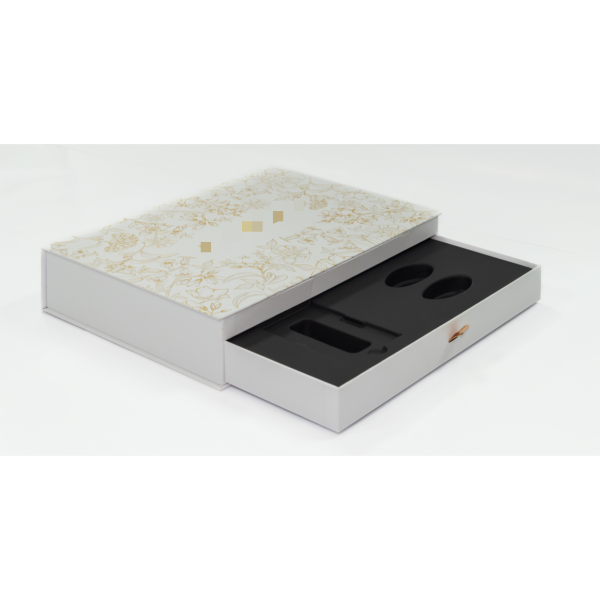
White large boxes incorporate sophisticated security and protection mechanisms that safeguard valuable contents while providing peace of mind for businesses handling sensitive materials. The multi-layered security system begins with reinforced locking mechanisms that utilize heavy-duty latches and tamper-evident seals, ensuring unauthorized access attempts are immediately detectable. These security features prove invaluable for industries dealing with high-value merchandise, confidential documents, or regulated substances that require strict access controls. The robust construction includes reinforced corners and edges that resist impact damage during transportation and handling, protecting contents from physical harm that could result in costly losses or safety hazards. Weather-resistant sealing technology creates an impermeable barrier against moisture infiltration, dust accumulation, and environmental contaminants that could compromise product quality or safety standards. This protection capability extends to chemical resistance, making white large boxes suitable for storing hazardous materials or products susceptible to chemical degradation. Temperature stability features help maintain consistent internal conditions, reducing thermal stress on sensitive electronics, pharmaceuticals, or perishable goods. The anti-static properties of specialized white large boxes prevent electrostatic discharge that could damage electronic components or create safety risks in sensitive environments. Fire-resistant variants offer additional protection for critical documents, backup media, or valuable assets that require enhanced safety measures. The integrated tracking capabilities of modern white large boxes enable real-time monitoring of location, temperature, humidity, and access events, providing comprehensive visibility into storage conditions and security status. RFID compatibility allows automated inventory management and reduces manual tracking errors while improving operational efficiency. The modular design accommodates various internal organization systems, including dividers, foam inserts, and suspension systems that provide customized protection for specific product types. Quality assurance testing ensures each white large box meets stringent performance standards before reaching customers, guaranteeing reliable protection under demanding operational conditions. Regular maintenance requirements remain minimal due to the high-quality materials and precision manufacturing processes, reducing total cost of ownership while maintaining optimal protection levels throughout the container's service life.