color box factory
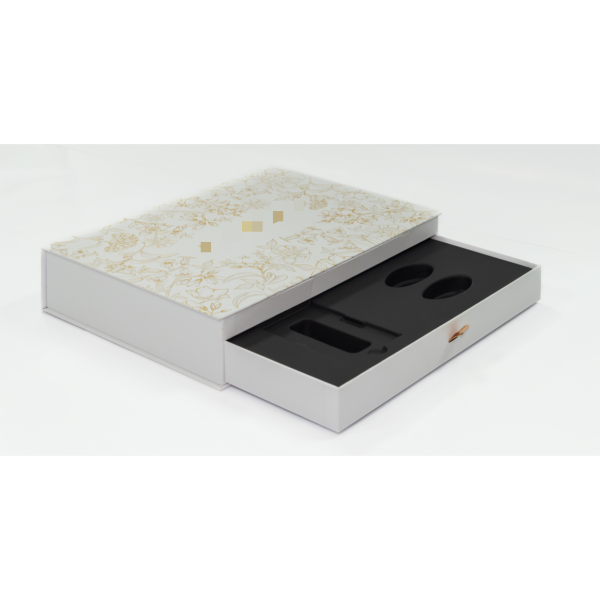
A color box factory represents a specialized manufacturing facility dedicated to producing high-quality printed packaging solutions for diverse industries worldwide. These advanced production centers combine cutting-edge printing technology with precision manufacturing processes to create vibrant, durable packaging materials that protect products while enhancing brand visibility. Modern color box factory operations integrate digital printing systems, offset lithography, and flexographic printing capabilities to deliver exceptional print quality across various substrates including corrugated cardboard, folding cartons, and specialty paperboard materials. The primary functions of a color box factory encompass design consultation, pre-press preparation, printing production, finishing operations, and quality control processes. Advanced color box factory facilities utilize computer-to-plate technology, automated cutting systems, and sophisticated color management software to ensure consistent output quality. The technological infrastructure typically includes high-speed printing presses, laminating equipment, die-cutting machines, and folding-gluing systems that streamline production workflows. Quality assurance protocols within a color box factory involve spectrophotometric color matching, structural integrity testing, and visual inspection procedures to maintain rigorous standards. Applications for color box factory products span multiple sectors including food and beverage packaging, cosmetics containers, pharmaceutical boxes, electronics packaging, retail display materials, and e-commerce shipping solutions. The versatility of a color box factory enables customization of packaging dimensions, printing specifications, structural designs, and finishing treatments to meet specific client requirements. Environmental sustainability has become increasingly important in color box factory operations, with many facilities implementing eco-friendly inks, recyclable materials, and waste reduction initiatives to minimize ecological impact while maintaining production efficiency and cost-effectiveness for customers seeking reliable packaging solutions.